جوشکاری یکی از فرآیندهای حیاتی در پروژههای صنعتی است که کیفیت و دوام آن به عوامل متعددی بستگی دارد. در میان این عوامل، انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی نقشی تعیینکننده دارد. الکترود جوشکاری، به عنوان مادهای که قوس الکتریکی را هدایت میکند و فلز پرکننده را تأمین میکند، باید با نیازهای فنی پروژه، نوع فلز پایه، و شرایط محیطی سازگار باشد. این انتخاب نه تنها بر استحکام جوش و ایمنی سازه تأثیر میگذارد، بلکه میتواند هزینهها و زمان اجرای پروژه را بهینه کند. برای کسب اطلاعات تخصصی تر در این زمینه میتوانید روی لینک بهترین الکترود جوشکاری برای پروژههای صنعتی کلیک کنید.

در این وبلاگ جامع، به بررسی تخصصی کاربردهای الکترود جوشکاری در پروژههای صنعتی، مزایای استفاده از بهترین الکترودها، معرفی برندهای برتر جهانی و داخلی، انواع الکترودها، بهترین فروشندگان، و نکات کلیدی برای انتخاب الکترود مناسب میپردازیم. هدف ما ارائه راهنمایی کامل و مبتنی بر منابع معتبر انگلیسیزبان است تا شما بتوانید تصمیمگیری آگاهانهای داشته باشید.
کاربرد الکترود جوشکاری در پروژههای صنعتی
الکترودهای جوشکاری در صنایع مختلف به عنوان ابزاری برای اتصال دائمی قطعات فلزی، تعمیرات، و ساخت سازههای پیچیده استفاده میشوند. در ادامه، به برخی از مهمترین کاربردهای آنها در پروژههای صنعتی اشاره میکنیم:

۱. صنایع نفت و گاز
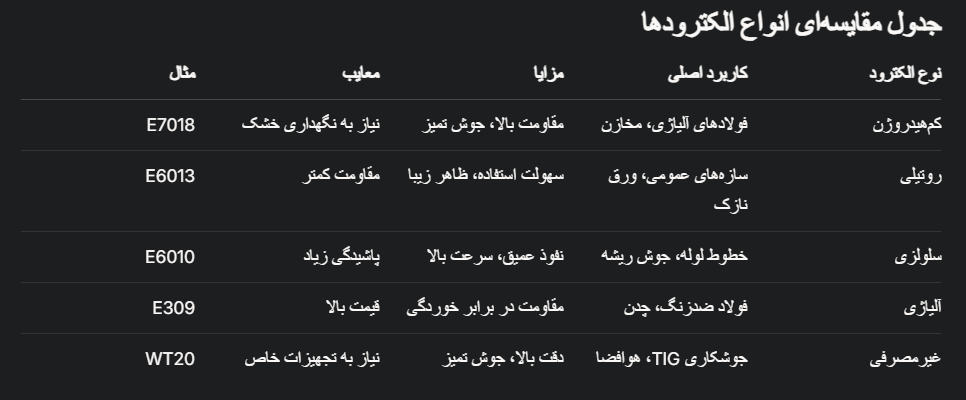
در این صنعت، جوشکاری خطوط لوله، مخازن تحت فشار، و تأسیسات پالایشگاهی نیازمند الکترودهایی با مقاومت بالا در برابر ترکخوردگی ناشی از هیدروژن و تنشهای حرارتی است. به عنوان مثال، الکترودهای کمهیدروژن (Low Hydrogen) مانند E7018 به دلیل توانایی در ایجاد جوشهای محکم و بدون نقص در فولادهای آلیاژی و پر کربن، انتخابی ایدهآل هستند.
۲. ساخت اسکلتهای فلزی و سازههای سنگین
در پروژههای ساختمانی، پلسازی، و سازههای صنعتی، جوشکاری برای اتصال تیرها، ستونها، و ورقهای فلزی به کار میرود. الکترودهای روتیلی مانند E6013 به دلیل سهولت استفاده و ایجاد جوشهایی با ظاهر صاف و یکنواخت، در این حوزه بسیار محبوب هستند. همچنین، در پروژههای بزرگتر که نیاز به مقاومت مکانیکی بیشتری دارند، الکترودهای قلیایی مانند E7016 گزینهای مناسب محسوب میشوند.
۳. صنایع خودروسازی و هوافضا
در تولید قطعات خودرو و تجهیزات هوافضایی، دقت و نفوذ عمیق جوش اهمیت زیادی دارد. الکترودهای سلولزی مانند E6011 به دلیل توانایی نفوذ در فلزات ضخیم و جوشکاری در موقعیتهای دشوار (مانند سرازیری)، در این صنایع استفاده میشوند. همچنین، در جوشکاری TIG برای قطعات آلومینیومی و آلیاژی، الکترودهای تنگستنی غیرمصرفی به کار میروند.
۴. تعمیرات و نگهداری صنعتی
در تعمیر ماشینآلات سنگین، توربینها، و تجهیزات پالایشگاهی، الکترودهای تخصصی مانند الکترودهای نیکلدار یا کروممولیبدن برای جوشکاری فلزات خاص و مقاوم در برابر سایش و خوردگی استفاده میشوند. به عنوان مثال، الکترودهای E309 برای جوشکاری فولاد ضدزنگ در تعمیرات صنعتی بسیار رایج هستند.
۵. پروژههای دریایی و کشتیسازی
در محیطهای مرطوب و شور مانند کشتیسازی، الکترودهایی با پوشش مقاوم در برابر رطوبت و خوردگی، مانند الکترودهای ضدزنگ (Stainless Steel)، حیاتی هستند. این الکترودها از زنگزدگی جوش در تماس با آب دریا جلوگیری میکنند.

اهمیت انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی
جوشکاری یکی از ستونهای اصلی در صنایع مدرن است، از ساخت سازههای عظیم فولادی گرفته تا تولید تجهیزات پیچیده صنعتی. انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی میتواند تفاوت بین موفقیت و شکست یک پروژه را تعیین کند. الکترودها، به عنوان قلب فرآیند جوشکاری قوسی، نه تنها فلز پرکننده را تأمین میکنند، بلکه کیفیت جوش، استحکام اتصال و کارایی کلی را تحت تأثیر قرار میدهند. در این وبلاگ، ما به بررسی انواع الکترودها، معیارهای انتخاب، کاربردهای صنعتی و نکات تخصصی برای انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی میپردازیم. هدف ما ارائه یک راهنمای جامع است که بر اساس اطلاعات معتبر از منابع انگلیسیزبان و تجربیات صنعتی تدوین شده است.
الکترود جوشکاری چیست و چرا مهم است؟
الکترود جوشکاری یک میله فلزی یا گرافیتی است که جریان الکتریکی را هدایت میکند و قوس الکتریکی را برای ذوب فلز پایه و پرکننده ایجاد میکند. در پروژههای صنعتی، جایی که استحکام، دوام و دقت حرف اول را میزند، انتخاب الکترود مناسب حیاتی است. الکترودها به دو دسته اصلی تقسیم میشوند:
- مصرفی (Consumable): این الکترودها در حین جوشکاری ذوب شده و بخشی از جوش را تشکیل میدهند (مانند E6013 و E7018).
- غیرمصرفی (Non-Consumable): مانند الکترودهای تنگستن در جوشکاری TIG، که فقط قوس را ایجاد میکنند.
در پروژههای صنعتی، الکترودهای مصرفی به دلیل تنوع و انعطافپذیری بیشتر، کاربرد گستردهتری دارند. اما انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی به عوامل متعددی بستگی دارد که در ادامه بررسی میکنیم.
انواع الکترودهای جوشکاری و ویژگیهای آنها
برای انتخاب بهترین الکترود، شناخت انواع آن ضروری است. در اینجا به چند نوع پرکاربرد در پروژههای صنعتی اشاره میکنیم:
- الکترود E6010
- ویژگیها: پوشش سلولزی، نفوذ عمیق، انجماد سریع.
- کاربرد: جوشکاری خطوط لوله و سازههای فولادی در شرایط سخت.
- مزایا: مناسب برای جوشکاری عمودی و سربالا، قوس قوی.
- معایب: تولید دود زیاد و نیاز به مهارت بالا.
- الکترود E6013
- ویژگیها: پوشش روتیلی، جوش صاف و یکنواخت، پاشیدگی کم.
- کاربرد: پروژههای عمومی صنعتی، جوشکاری ورقهای نازک.
- مزایا: سهولت استفاده، سازگاری با جریان AC و DC.
- معایب: نفوذ کم، مناسب برای جوشهای سطحی.
- الکترود E7018
- ویژگیها: پوشش قلیایی (کم هیدروژن)، جوش با کیفیت بالا.
- کاربرد: سازههای سنگین، مخازن تحت فشار، جوشکاری فولادهای پر کربن.
- مزایا: استحکام بالا، مقاومت در برابر ترک.
- معایب: حساسیت به رطوبت، نیاز به پیشگرمایش.
- الکترودهای استیل و آلیاژی
- ویژگیها: طراحیشده برای فولاد ضدزنگ یا آلیاژهای خاص.
- کاربرد: صنایع شیمیایی، پتروشیمی و هوافضا.
- مزایا: مقاومت در برابر خوردگی.
- معایب: هزینه بالا.
انواع الکترودهای جوشکاری با تمرکز بر E6010، E6013 و E7018
انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی به شناخت دقیق انواع الکترودها و ویژگیهای آنها بستگی دارد. در میان صدها نوع الکترود موجود، سه مدل E6010، E6013 و E7018 به دلیل کاربرد گسترده و عملکرد قابلاعتماد در پروژههای صنعتی، جایگاه ویژهای دارند. این الکترودها هر کدام خواص منحصربهفردی ارائه میدهند که آنها را برای شرایط خاص مناسب میکند. در این بخش، به بررسی تخصصی این سه الکترود، ترکیبات شیمیایی، کاربردها، مزایا و معایب، و نکات عملی برای استفاده از آنها در پروژههای صنعتی میپردازیم.

الکترود E6010: نفوذ عمیق برای شرایط سخت
معرفی و ترکیب شیمیایی
الکترود E6010 یک الکترود مصرفی با پوشش سلولزی است که در فرآیند جوشکاری قوسی با الکترود روکشدار (SMAW) استفاده میشود. پوشش آن عمدتاً از سلولز (حدود ۳۰-۴۰%) تشکیل شده که در حین جوشکاری گازهای محافظ (مانند هیدروژن و دیاکسید کربن) تولید میکند. هسته فلزی این الکترود از فولاد کم کربن ساخته شده و برای جریان مستقیم (DC) با قطبیت مثبت (DCEP) طراحی شده است.
خواص مکانیکی
- استحکام کششی: حداقل ۶۰,۰۰۰ psi (414 مگاپاسکال).
- نفوذ: عمیق و قوی.
- انجماد: سریع (Fast-Freezing).
این ویژگیها باعث میشوند که E6010 به عنوان یکی از گزینههای بهترین الکترود جوشکاری برای پروژههای صنعتی در شرایطی که نیاز به نفوذ بالا و جوشکاری در موقعیتهای دشوار است، شناخته شود.
کاربردهای صنعتی
الکترود E6010 بهویژه در جوشکاری خطوط لوله، تعمیرات سازههای فولادی در محل، و پروژههایی که در محیطهای باز و نامناسب انجام میشوند، برتری دارد. به دلیل توانایی نفوذ عمیق، این الکترود برای جوش ریشه (Root Pass) در اتصالات لولهها و صفحات ضخیم ایدهآل است. در پروژههای صنعتی مانند خطوط انتقال گاز یا نفت، که جوشها باید در برابر فشار و تنشهای مکانیکی مقاومت کنند، E6010 انتخابی رایج است.
مزایا
- نفوذ عمیق: مناسب برای فلزات ضخیم و سطوح ناصاف.
- انعطافپذیری در موقعیت: جوشکاری عمودی و سربالا را آسان میکند.
- مقاومت در شرایط سخت: عملکرد خوب در محیطهای سرد یا مرطوب.
معایب
- دود زیاد: گازهای تولیدشده از پوشش سلولزی، دود و بخار قابلتوجهی ایجاد میکنند که نیاز به تهویه مناسب دارد.
- نیاز به مهارت: کنترل قوس قوی و کوتاه آن نیازمند تجربه جوشکاری بالاست.
- سازگاری محدود: فقط با جریان DC کار میکند و با AC ناپایدار است.
نکات عملی
برای استفاده از E6010 به عنوان بهترین الکترود جوشکاری برای پروژههای صنعتی، تنظیم آمپراژ دقیق ضروری است (مثلاً ۷۰-۱۱۰ آمپر برای قطر ۳.۲ میلیمتر). زاویه الکترود باید بین ۵ تا ۱۵ درجه باشد تا از پاشیدگی بیش از حد جلوگیری شود. همچنین، به دلیل حساسیت به رطوبت، باید در بستهبندی خشک نگهداری شود.
الکترود E6013: همهکاره و کاربرپسند
معرفی و ترکیب شیمیایی
الکترود E6013 با پوشش روتیلی (بر پایه دیاکسید تیتانیوم) یکی از محبوبترین الکترودها در جوشکاری عمومی و صنعتی است. این پوشش حدود ۴۰-۵۰% روتیل دارد که قوس پایدار و جوشی صاف و زیبا ایجاد میکند. هسته فلزی آن از فولاد نرم است و با هر دو جریان AC و DC سازگار است.
خواص مکانیکی
- استحکام کششی: حداقل ۶۰,۰۰۰ psi (414 مگاپاسکال).
- نفوذ: کم تا متوسط.
- انجماد: متوسط (Fill-Freeze).
این ویژگیها، E6013 را به گزینهای مناسب برای پروژههای صنعتی سبکتر تبدیل کرده و گاهی به عنوان بهترین الکترود جوشکاری برای پروژههای صنعتی با نیازهای عمومی شناخته میشود.
کاربردهای صنعتی
E6013 در جوشکاری ورقهای نازک، سازههای فلزی سبک، و پروژههای صنعتی که ظاهر جوش اهمیت دارد (مانند تولید تجهیزات کشاورزی یا بدنه ماشینآلات) کاربرد گستردهای دارد. در کارگاههای صنعتی کوچک که جوشکاران ممکن است مهارت متوسطی داشته باشند، این الکترود به دلیل سهولت استفاده بسیار محبوب است.
مزایا
- سهولت استفاده: قوس پایدار و شروع آسان، حتی برای جوشکاران مبتدی.
- پاشیدگی کم: جوش تمیز با حداقل نیاز به تمیزکاری پس از جوش.
- سازگاری بالا: کار با AC و DC، انعطافپذیری در تجهیزات را افزایش میدهد.
معایب
- نفوذ کم: برای فلزات ضخیم یا جوشهای ریشه مناسب نیست.
- استحکام محدود: در برابر تنشهای سنگین عملکرد ضعیفی دارد.
- حساسیت به تنظیمات: آمپراژ نامناسب میتواند جوش را ضعیف کند.
نکات عملی
برای بهینهسازی عملکرد E6013، آمپراژ باید بر اساس ضخامت فلز تنظیم شود (مثلاً ۸۰-۱۲۰ آمپر برای قطر ۳.۲ میلیمتر). زاویه الکترود بهتر است ۱۰-۲۰ درجه باشد و حرکت جوشکار باید یکنواخت باشد تا از ایجاد تخلخل جلوگیری شود. این الکترود به دلیل پوشش روتیلی، در برابر رطوبت کمتر حساس است، اما نگهداری در محیط خشک همچنان توصیه میشود.
الکترود E7018: کیفیت بالا برای پروژههای حساس
معرفی و ترکیب شیمیایی
الکترود E7018 یک الکترود کمهیدروژن با پوشش قلیایی (بر پایه کربنات کلسیم و فلوراید) است که برای جوشهای با استحکام و کیفیت بالا طراحی شده است. هسته آن از فولاد کم کربن است و معمولاً با جریان DC (DCEP) یا AC استفاده میشود. الکترود ۷۰۱۸ به دلیل خواص مکانیکی برتر، اغلب به عنوان بهترین الکترود جوشکاری برای پروژههای صنعتی در کاربردهای حیاتی شناخته میشود.
خواص مکانیکی
- استحکام کششی: حداقل ۷۰,۰۰۰ psi (482 مگاپاسکال).
- نفوذ: متوسط تا بالا.
- انجماد: متوسط (Fill-Freeze).
- مقاومت به ترک: عالی (به دلیل هیدروژن کم).
کاربردهای صنعتی
E7018 در پروژههای صنعتی سنگین مانند ساخت سازههای فولادی بزرگ، مخازن تحت فشار، بویلرها، و تجهیزات پتروشیمی که نیاز به جوشهای بدون نقص و مقاوم در برابر تنش دارند، استفاده میشود. این الکترود در پروژههایی که جوشها باید تحت آزمونهای غیرمخرب (مانند پرتونگاری یا فراصوت) قرار گیرند، انتخاب اول است.
مزایا
- کیفیت جوش بالا: جوشهایی با استحکام و مقاومت به ترک عالی.
- هیدروژن کم: کاهش ریسک ترک هیدروژنی در فولادهای پر کربن.
- انعطافپذیری: مناسب برای همه موقعیتهای جوشکاری.
معایب
- حساسیت به رطوبت: پوشش قلیایی به سرعت رطوبت جذب میکند.
- هزینه بالاتر: نسبت به E6010 و E6013 گرانتر است.
- نیاز به تجهیزات خاص: نگهداری در کوره خشککن ضروری است.
نکات عملی
برای استفاده از E7018، نگهداری در کوره با دمای ۲۵۰-۳۰۰ درجه فارنهایت (۱۲۰-۱۵۰ درجه سانتیگراد) حیاتی است تا هیدروژن جذبشده به حداقل برسد. آمپراژ پیشنهادی برای قطر ۳.۲ میلیمتر بین ۹۰-۱۵۰ آمپر است و جوشکار باید قوس را کوتاه نگه دارد تا از تخلخل جلوگیری شود. پیشگرمایش فلز پایه (تا ۲۰۰ درجه سانتیگراد برای فولادهای ضخیم) نیز توصیه میشود.
مقایسه تخصصی E6010، E6013 و E7018
| معیار | E6010 | E6013 | E7018 |
|---|---|---|---|
| پوشش | سلولزی | روتیلی | کمهیدروژن (قلیایی) |
| نفوذ | عمیق | کم تا متوسط | متوسط تا بالا |
| استحکام | ۶۰,۰۰۰ psi | ۶۰,۰۰۰ psi | ۷۰,۰۰۰ psi |
| جریان | DC (DCEP) | AC/DC | AC/DC (ترجیحاً DCEP) |
| موقعیت جوش | همه موقعیتها | افقی و تخت بهتر است | همه موقعیتها |
| کاربرد اصلی | خطوط لوله، جوش ریشه | ورق نازک، جوش عمومی | سازههای سنگین، مخازن |
| دود و پاشیدگی | زیاد | کم | متوسط |
چگونه بهترین الکترود را انتخاب کنیم؟
انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی بین این سه گزینه به نیازهای پروژه بستگی دارد:
- اگر نفوذ و سرعت اولویت است: E6010 انتخاب کنید (مثلاً برای خطوط لوله).
- اگر سهولت و هزینه مهم است: E6013 مناسب است (مثلاً برای کارگاههای کوچک).
- اگر کیفیت و ایمنی حیاتی است: E7018 برتری دارد (مثلاً برای مخازن تحت فشار).
الکترودهای E6010، E6013 و E7018 هر کدام جایگاه خود را در صنعت دارند. شناخت دقیق خواص، کاربردها و محدودیتهای آنها به شما کمک میکند تا بهترین الکترود جوشکاری برای پروژههای صنعتی را بر اساس نیازهای خاص خود انتخاب کنید. در بخشهای بعدی، به تکنیکهای پیشرفتهتر و مطالعات موردی مرتبط با این الکترودها خواهیم پرداخت.
معیارهای انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی
انتخاب الکترود مناسب به چندین عامل بستگی دارد:
- جنس فلز پایه: فولاد کم کربن، فولاد ضدزنگ یا آلیاژهای خاص هر کدام الکترود متفاوتی نیاز دارند.
- نوع جوشکاری: جوشکاری دستی (SMAW)، MIG یا TIG؟ هر روش الکترود خاص خود را میطلبد.
- موقعیت جوش: جوش افقی، عمودی یا سربالا؟ الکترودهایی مثل E6010 برای موقعیتهای دشوار مناسبترند.
- شرایط محیطی: رطوبت، دما و دسترسی به برق (AC یا DC) بر انتخاب تأثیر میگذارد.
- الزامات پروژه: آیا جوش باید تحت آزمایش پرتونگاری (X-Ray) قرار گیرد؟ E7018 گزینه بهتری است.
بهترین الکترودها برای پروژههای صنعتی خاص
- ساخت سازههای فولادی: الکترود E7018 به دلیل استحکام و کیفیت بالا توصیه میشود.
- جوشکاری خطوط لوله: E6010 و E6011 برای نفوذ عمیق و سرعت بالا ایدهآل هستند.
- صنایع پتروشیمی: الکترودهای استیل (مانند E308L) برای مقاومت در برابر خوردگی مناسباند.
- پروژههای عمومی صنعتی: E6013 به دلیل همهکاره بودن و سهولت استفاده انتخاب خوبی است.
نکات تخصصی برای استفاده از الکترودها در پروژههای صنعتی
- نگهداری: الکترودهای کم هیدروژن (مانند E7018) باید در محیط خشک و در دمای ۲۵۰-۳۰۰ درجه فارنهایت نگهداری شوند.
- آمادهسازی سطح: تمیز کردن فلز پایه از زنگزدگی و آلودگی برای جوش باکیفیت ضروری است.
- تنظیم آمپراژ: آمپراژ بیش از حد باعث پاشیدگی و کمتر از حد باعث ناپایداری قوس میشود.
- انتخاب برند: برندهای معتبر مانند Lincoln Electric، ESAB و Hobart تضمینکننده کیفیت هستند.
مقایسه هزینه و کارایی
در پروژههای صنعتی، هزینه یک فاکتور کلیدی است. الکترودهای ارزانتر مثل E6013 ممکن است برای کارهای سبک کافی باشند، اما در پروژههای حساس، سرمایهگذاری روی E7018 یا الکترودهای آلیاژی ارزش بیشتری دارد. جدول زیر یک مقایسه سریع ارائه میدهد:
| الکترود | هزینه (دلار/کیلو) | نفوذ | استحکام | کاربرد صنعتی |
|---|---|---|---|---|
| E6010 | ۲-۳ | بالا | متوسط | خطوط لوله |
| E6013 | ۱.۵-۲.۵ | کم | متوسط | عمومی |
| E7018 | ۳-۴ | متوسط | بالا | سازههای سنگین |
مزایای استفاده از بهترین الکترود جوشکاری در پروژههای صنعتی
انتخاب الکترود مناسب میتواند تفاوت چشمگیری در نتیجه پروژه ایجاد کند. در ادامه، به مزایای کلیدی استفاده از بهترین الکترود جوشکاری برای پروژههای صنعتی پرداختهایم:

۱. کیفیت و یکنواختی جوش
الکترودهای باکیفیت قوس الکتریکی پایداری تولید میکنند که منجر به جوشهایی یکنواخت، بدون تخلخل، و با حداقل نقص میشود. این ویژگی در پروژههایی که تحت بازرسیهای سختگیرانه قرار میگیرند (مانند مخازن تحت فشار) بسیار مهم است.
۲. مقاومت در برابر شرایط سخت
در پروژههای صنعتی، سازهها اغلب در معرض تنشهای مکانیکی، دماهای بالا یا پایین، و مواد شیمیایی خورنده قرار دارند. الکترودهای برتر، مانند انواع کمهیدروژن یا آلیاژی، مقاومت لازم را در برابر این شرایط فراهم میکنند و از شکست زودهنگام جوش جلوگیری میکنند.
۳. کاهش هزینههای بلندمدت
اگرچه الکترودهای باکیفیت ممکن است قیمت اولیه بالاتری داشته باشند، اما کاهش نیاز به بازکاری، تعمیر، و تعویض قطعات معیوب، هزینههای کلی پروژه را به طور قابلتوجهی کاهش میدهد. به عنوان مثال، استفاده از الکترود E7018 در خطوط لوله میتواند از نشتی و خرابیهای پرهزینه جلوگیری کند.
۴. افزایش ایمنی سازهها
جوشهای ضعیف میتوانند منجر به حوادث خطرناک مانند ریزش سازه یا انفجار مخازن شوند. الکترودهای با استانداردهای بالا (مانند AWS یا ASME) ایمنی را تضمین میکنند و ریسکهای مرتبط با پروژه را به حداقل میرسانند.
۵. بهرهوری و سرعت بالاتر
الکترودهای پیشرفته با ویژگیهایی مانند پاشیدگی کم، سربارهای که به راحتی جدا میشود، و سهولت در جوشکاری در موقعیتهای مختلف (عمودی، افقی، سربالا)، زمان اجرای پروژه را کاهش میدهند و بهرهوری تیم جوشکاری را افزایش میدهند.
انواع الکترود جوشکاری مناسب برای پروژههای صنعتی
شناخت انواع الکترودها و ویژگیهای آنها برای انتخاب بهترین گزینه ضروری است. در ادامه، انواع اصلی الکترودها به همراه کاربردهایشان شرح داده شدهاند:
۱. الکترودهای کمهیدروژن (Low Hydrogen)
- ویژگیها: پوشش قلیایی، حداقل هیدروژن در جوش، مقاومت بالا در برابر ترکهای سرد و گرم.
- کاربرد: جوشکاری فولادهای پر کربن، آلیاژی، و سازههای تحت تنش بالا مانند مخازن تحت فشار و خطوط لوله.
- مثال: E7018، E7016.
- نکته: این الکترودها باید در محیط خشک نگهداری شوند تا از جذب رطوبت جلوگیری شود.
۲. الکترودهای روتیلی (Rutile)
- ویژگیها: قوس پایدار، جوش با ظاهر زیبا، سهولت استفاده حتی برای جوشکاران مبتدی.
- کاربرد: سازههای فلزی عمومی، ورقهای نازک، و پروژههای ساختمانی.
- مثال: E6013، E7024.
- مزیت: مناسب برای جوشکاری با جریان AC و DC.
۳. الکترودهای سلولزی (Cellulose)
- ویژگیها: نفوذ عمیق، تولید گاز زیاد برای محافظت از حوضچه جوش، مناسب برای جوشکاری سرازیری.
- کاربرد: خطوط لوله، جوشکاری ریشه (Root Pass)، و پروژههای نفت و گاز.
- مثال: E6011، E6010.
- محدودیت: پاشیدگی بیشتر نسبت به انواع دیگر.
۴. الکترودهای آلیاژی و تخصصی
- ویژگیها: حاوی عناصر خاص (نیکل، کروم، مولیبدن)، مقاومت در برابر خوردگی و سایش.
- کاربرد: جوشکاری فولاد ضدزنگ، چدن، و فلزات غیرمشابه در صنایع شیمیایی و دریایی.
- مثال: E309، E312.
۵. الکترودهای غیرمصرفی (Non-Consumable)
- ویژگیها: ساخته شده از تنگستن، عدم ذوب شدن در فرآیند جوشکاری، مناسب برای جوشکاری TIG.
- کاربرد: جوشکاری دقیق آلومینیوم، منیزیم، و آلیاژهای خاص در هوافضا و خودروسازی.
- مثال: تنگستن خالص (Pure Tungsten) یا تنگستن توریمدار.
بهترین برندهای الکترود جوشکاری برای پروژههای صنعتی
انتخاب برند مناسب یکی از مهمترین مراحل در تأمین الکترود است. در ادامه، برندهای برتر جهانی و ایرانی معرفی شدهاند:

۱. Lincoln Electric (آمریکا)
- تاریخچه: یکی از قدیمیترین و معتبرترین شرکتهای جوشکاری با بیش از ۱۰۰ سال سابقه.
- ویژگیها: تنوع محصولات، کیفیت بالا، مناسب برای پروژههای سنگین و حساس.
- محصول پیشنهادی: Lincoln E7018 برای جوشکاری فولادهای کمآلیاژ و E6010 برای خطوط لوله.
- مزیت: پشتیبانی فنی گسترده و دسترسی جهانی.
۲. ESAB (سوئد)
- تاریخچه: شرکتی پیشرو در فناوری جوش و برش با حضور در بیش از ۱۰۰ کشور.
- ویژگیها: نوآوری در پوشش الکترودها، دوام بالا، سازگاری با شرایط سخت.
- محصول پیشنهادی: ESAB OK 48.00 (کمهیدروژن) و OK 46.00 (روتیلی).
- مزیت: استانداردهای بالای اروپایی.
۳. Bohler Welding (اتریش)
- تاریخچه: بخشی از گروه voestalpine، متخصص در جوشکاری آلیاژی.
- ویژگیها: الکترودهای تخصصی برای فلزات خاص، مقاومت در برابر خوردگی و دما.
- محصول پیشنهادی: Bohler FOX CEL برای جوشکاری سلولزی و FOX EV 50 برای فولادهای عمومی.
- مزیت: مناسب برای پروژههای پیچیده صنعتی.
۴. گروه صنعتی آما (ایران)
- تاریخچه: بزرگترین تولیدکننده الکترود در ایران با بیش از ۵۰ سال تجربه.
- ویژگیها: قیمت رقابتی، کیفیت قابلقبول، دسترسی آسان در بازار داخلی.
- محصول پیشنهادی: Ama E6013 برای کاربردهای عمومی و Ama E7018 برای پروژههای سنگین.
- مزیت: تولید بومی و پشتیبانی محلی.
۵. Mika (ایران)
- تاریخچه: برندی شناختهشده در خاورمیانه با تمرکز بر الکترودهای صنعتی.
- ویژگیها: تنوع در محصولات، صادرات به کشورهای همسایه، قیمت مناسب.
- محصول پیشنهادی: Mika E7018 و Mika E6010.
- مزیت: انطباق با نیازهای منطقهای.
بهترین فروشندگان الکترود جوشکاری برای پروژههای صنعتی
یافتن فروشندگان معتبر تضمینکننده دسترسی به محصولات اصلی و باکیفیت است. در ادامه، برخی از بهترین گزینهها معرفی شدهاند:
۱. Welders Supply (آمریکا)
- ویژگیها: تنوع برندها (Lincoln، ESAB)، ارسال سریع، خدمات مشاوره.
- وبسایت: weldersupply.com
- مزیت: مناسب برای خریدهای بینالمللی.
۲. Airgas (جهانی)
- ویژگیها: شبکه توزیع گسترده، موجودی بالا، پشتیبانی فنی ۲۴/۷.
- وبسایت: airgas.com
- مزیت: گزینهای مطمئن برای پروژههای بزرگ.
۳. گروه صنعتی تکنو تامین (ایران)
- ویژگیها: فروش مستقیم از تولیدکننده، نمایندگی در شهرهای مختلف، قیمت مناسب.
- وبسایت: https://technotamin.ir
- مزیت: دسترسی آسان در ایران.
۴. ابزار بلوط (ایران)
- ویژگیها: فروشگاه آنلاین، تنوع برندهای داخلی و خارجی، تحویل سریع.
- وبسایت: abzarbaloot.com
- مزیت: خرید راحت برای پیمانکاران.
۵. فولاد حامیران (ایران)
- ویژگیها: تأمینکننده تخصصی مواد صنعتی، مشاوره پروژهای، موجودی بالا.
- وبسایت: hamiransteel.com
- مزیت: خدمات جامع برای صنایع سنگین.
نکات کلیدی در انتخاب بهترین الکترود جوشکاری
- تطابق با فلز پایه: جنس و خواص مکانیکی فلز باید با الکترود همخوانی داشته باشد.
- شرایط محیطی: در محیطهای مرطوب، الکترودهای مقاوم به رطوبت انتخاب شوند.
- استانداردها: رعایت استانداردهایی مانند AWS، ISO، یا DIN الزامی است.
- جریان جوشکاری: الکترود باید با نوع جریان (AC/DC) دستگاه سازگار باشد.
- موقعیت جوشکاری: الکترودهای مناسب برای جوشکاری عمودی، افقی، یا سربالا انتخاب شوند.
استانداردها و گواهینامههای مرتبط با الکترودهای جوشکاری صنعتی
یکی از جنبههای کلیدی در انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی، رعایت استانداردهای بینالمللی است. سازمانهایی مانند AWS (American Welding Society)، ISO (International Organization for Standardization) و ASME (American Society of Mechanical Engineers) مشخصات فنی الکترودها را تعیین میکنند. این استانداردها تضمین میکنند که جوشها در برابر فشار، دما و خوردگی مقاومت کافی داشته باشند.
کدگذاری AWS و معنای آن
در سیستم AWS، کدگذاری الکترودها اطلاعات مهمی ارائه میدهد. به عنوان مثال، در الکترود E7018:
- E: نشاندهنده الکترود جوشکاری قوسی است.
- ۷۰: حداقل استحکام کششی جوش (۷۰,۰۰۰ psi یا حدود ۴۸۲ مگاپاسکال).
- ۱: قابلیت جوشکاری در همه موقعیتها (افقی، عمودی، سربالا).
- ۸: نوع پوشش (کم هیدروژن) و جریان مناسب (AC یا DC).
برای پروژههای صنعتی که نیاز به جوشهای تحت آزمایشهای غیرمخرب (NDT) مانند پرتونگاری یا آزمون فراصوت دارند، الکترودهای سری E70XX (مانند E7018 یا E7024) به دلیل خواص مکانیکی برتر توصیه میشوند.
الزامات ISO و ASME
استاندارد ISO 2560 طبقهبندی الکترودهای فولادی را مشخص میکند و بر عواملی مانند مقاومت ضربه و دمای سرویسدهی تمرکز دارد. در مقابل، ASME در پروژههای صنعتی حساس (مانند بویلرها و مخازن تحت فشار) استفاده از الکترودهای تأییدشده را اجباری میکند. به عنوان مثال، در استاندارد ASME Section IX، جوشکار و الکترود باید دارای گواهینامه WPS (Welding Procedure Specification) باشند. این موضوع در صنایعی مثل پتروشیمی و تولید انرژی حیاتی است.
تأثیر استانداردها بر انتخاب
در پروژههای صنعتی بینالمللی، انطباق با استانداردها میتواند هزینهها را افزایش دهد، اما ایمنی و دوام را تضمین میکند. برای مثال، استفاده از الکترودهای غیراستاندارد در خطوط لوله نفت ممکن است منجر به نشتی یا شکست فاجعهبار شود. بنابراین، شناخت دقیق استانداردها و انتخاب الکترود مناسب بر اساس آنها، بخشی جداییناپذیر از فرآیند تصمیمگیری است.
تکنولوژیهای نوین در تولید الکترودهای جوشکاری
پیشرفتهای فناوری تأثیر قابلتوجهی بر کیفیت و کارایی الکترودهای جوشکاری داشته است. شرکتهای پیشرو مانند Lincoln Electric و ESAB با استفاده از نوآوریهایی در پوششها و مواد اولیه، الکترودهایی با عملکرد بهتر تولید میکنند.
پوششهای نانوساختار
یکی از نوآوریهای اخیر، استفاده از نانوذرات در پوشش الکترودها (مانند اکسید تیتانیوم یا سیلیکاتها) است. این پوششها پایداری قوس را بهبود میبخشند، پاشیدگی را کاهش میدهند و جوشهایی با خواص مکانیکی بهتر ایجاد میکنند. به عنوان مثال، الکترودهای نانوپوششدار در جوشکاری آلیاژهای پیشرفته هوافضا کاربرد دارند.
الکترودهای مقاوم به محیطهای خشن
در پروژههای صنعتی که در شرایط سخت مانند دماهای زیر صفر (مثلاً در مناطق قطبی) یا محیطهای مرطوب (مانند سکوهای نفتی دریایی) انجام میشوند، الکترودهای تخصصی با پوششهای مقاوم به رطوبت و ترکخوردگی طراحی شدهاند. الکترود E7018-1 H4R نمونهای از این نوع است که هیدروژن قابلانتشار را به حداقل میرساند و در برابر ترکهای هیدروژنی مقاومت بالایی دارد.
جوشکاری هوشمند و الکترودها
با ظهور جوشکاری هوشمند (Smart Welding)، الکترودها با حسگرهای داخلی برای مانیتورینگ دما و جریان در حال توسعه هستند. اگرچه این فناوری هنوز در مراحل اولیه است، اما در آینده میتواند به انتخاب خودکار بهترین الکترود جوشکاری برای پروژههای صنعتی بر اساس دادههای زنده کمک کند.
تکنیکهای جوشکاری و تأثیر آنها بر انتخاب الکترود
انتخاب الکترود تنها بخشی از معادله است؛ تکنیک جوشکاری نیز نقش مهمی در موفقیت پروژه دارد. در اینجا به برخی تکنیکهای پیشرفته و ارتباط آنها با الکترودها میپردازیم.
جوشکاری چندپاسی (Multi-Pass Welding)
در سازههای ضخیم صنعتی (مانند پلها یا مخازن ذخیره)، جوشکاری چندپاسی رایج است. الکترودهایی مثل E7018 به دلیل کنترل خوب روی حوضچه جوش و مقاومت در برابر ترک، برای این تکنیک مناسباند. در مقابل، الکترودهای سریعانجماد مثل E6010 برای پاس ریشه (Root Pass) ایدهآل هستند، زیرا نفوذ عمیقی فراهم میکنند.
جوشکاری با جریان متناوب (AC) در مقابل جریان مستقیم (DC)
بسیاری از پروژههای صنعتی به دلیل محدودیتهای تجهیزات از جریان AC استفاده میکنند. الکترودهایی مانند E6013 و E7024 با AC سازگارند و قوس پایداری دارند. اما در جوشکاری DC، که نفوذ و دقت بیشتری ارائه میدهد، E7018 و E6010 برتری دارند. انتخاب جریان مناسب میتواند کارایی الکترود را به حداکثر برساند.
جوشکاری در موقعیتهای خاص
در پروژههایی که جوشکار باید در موقعیتهای غیرمعمول (مانند سربالا یا زیر آب) کار کند، انتخاب الکترود حیاتی است. برای جوشکاری سربالا، E6010 به دلیل انجماد سریع و کنترلپذیری بالا توصیه میشود. در جوشکاری زیر آب (مانند تعمیر سکوهای دریایی)، الکترودهای خاصی با پوششهای ضدآب طراحی شدهاند که در دستهبندی AWS به عنوان E7018 H4R شناخته میشوند.
مطالعات موردی از پروژههای صنعتی واقعی
برای درک بهتر انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی، به چند مثال واقعی نگاه میکنیم:
۱. خط لوله انتقال گاز آلاسکا
- چالش: جوشکاری در دمای زیر صفر و نیاز به نفوذ عمیق.
- الکترود انتخابشده: E6010 برای پاس ریشه و E7018 برای پاسهای پرکننده.
- نتیجه: جوشهایی با مقاومت بالا در برابر فشار و دمای پایین.
۲. ساخت مخزن تحت فشار در پالایشگاه
- چالش: نیاز به جوشهای بدون نقص تحت استاندارد ASME.
- الکترود انتخابشده: E7018 H4 به دلیل خواص کم هیدروژن.
- نتیجه: موفقیت در آزمون پرتونگاری و افزایش عمر مخزن.
۳. تعمیر سکوهای نفتی خلیج مکزیک
- چالش: جوشکاری زیر آب در محیط شور.
- الکترود انتخابشده: الکترودهای ضدآب سری E7018 H4R.
- نتیجه: اتصالات مقاوم به خوردگی و پایداری طولانیمدت.
این مطالعات نشان میدهند که انتخاب الکترود باید با در نظر گرفتن شرایط خاص هر پروژه انجام شود.
مشکلات رایج در استفاده از الکترودها و راهحلها

حتی با انتخاب بهترین الکترود، مشکلات جوشکاری ممکن است رخ دهند. در اینجا به چند مشکل رایج و راهحلهای آنها پرداختهایم:
۱. ترک هیدروژنی
- علت: رطوبت در پوشش الکترود (بهویژه در E7018).
- راهحل: نگهداری در کوره خشککن در دمای ۳۰۰ درجه فارنهایت و استفاده سریع پس از باز کردن بستهبندی.
۲. پاشیدگی بیش از حد
- علت: آمپراژ نامناسب یا تکنیک ضعیف.
- راهحل: تنظیم جریان بر اساس قطر الکترود (مثلاً ۱۰۰-۱۴۰ آمپر برای الکترود ۳.۲ میلیمتری E6013) و حفظ زاویه ۱۰-۱۵ درجه.
۳. نفوذ ناکافی
- علت: انتخاب الکترود نامناسب (مثلاً E6013 برای فلز ضخیم).
- راهحل: استفاده از E6010 یا E7016 برای نفوذ بیشتر.
آینده الکترودهای جوشکاری در صنعت
با رشد سریع صنایع، الکترودها نیز در حال تحولاند. در آینده، انتظار میرود که:
- مواد پایدار: الکترودهایی با پوششهای زیستمحیطی و کمدود تولید شوند.
- اتوماسیون: الکترودها با رباتهای جوشکاری سازگارتر شوند.
- هوش مصنوعی: سیستمهای AI به انتخاب خودکار الکترود بر اساس دادههای پروژه کمک کنند.
این نوآوریها میتوانند بهرهوری و ایمنی را در پروژههای صنعتی افزایش دهند.
انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی فراتر از یک تصمیم ساده است؛ این فرآیند نیازمند دانش فنی، تجربه عملی و توجه به جزئیات است. از شناخت استانداردها و تکنولوژیهای جدید گرفته تا تحلیل شرایط پروژه و تکنیکهای جوشکاری، هر مرحله اهمیت دارد. با مطالعه دقیق این راهنما و آزمایش الکترودها در محیط واقعی، میتوانید جوشهایی با کیفیت بالا، ایمن و مقرونبهصرفه ایجاد کنید.
بهترین الکترودهای استیل برای پروژههای صنعتی (الکترودهای استیل ۳۰۸، ۳۰۹ و ۳۱۶)
در پروژههای صنعتی که نیاز به جوشکاری فلزات مقاوم به خوردگی، دماهای بالا و شرایط سخت محیطی است، الکترودهای استیل (فولاد ضدزنگ) نقش حیاتی ایفا میکنند. در میان انواع الکترودهای استیل، E308، E309 و E316 به دلیل خواص مکانیکی برتر، مقاومت در برابر خوردگی و انعطافپذیری در کاربردهای متنوع، به عنوان گزینههای برجسته شناخته میشوند. انتخاب بهترین الکترودهای استیل جوشکاری برای پروژههای صنعتی از میان این سه نوع، به نیازهای خاص پروژه، جنس فلز پایه، و شرایط عملیاتی بستگی دارد. در این بخش، به بررسی تخصصی این الکترودها، ترکیبات شیمیایی، کاربردها، مزایا و معایب، و نکات عملی برای استفاده در پروژههای صنعتی میپردازیم.
الکترود E308: انتخابی مطمئن برای فولادهای ضدزنگ آستنیتی
معرفی و ترکیب شیمیایی
الکترود E308 یک الکترود جوشکاری استیل با پوشش تیتانیوم-کلسیم یا روتیلی است که برای جوشکاری فولادهای ضدزنگ آستنیتی (مانند گرید ۳۰۴) طراحی شده است. ترکیب شیمیایی آن شامل حدود ۱۹-۲۱% کروم و ۹-۱۱% نیکل است، با مقدار کربن محدود (حداکثر ۰.۰۸%) که مقاومت به خوردگی را افزایش میدهد. انواع کمکربن آن مانند E308L (با کربن کمتر از ۰.۰۴%) نیز برای کاهش ریسک رسوب کاربید و ترکخوردگی در دماهای بالا تولید میشوند.
خواص مکانیکی
- استحکام کششی: حدود ۵۵۰-۶۲۰ مگاپاسکال.
- مقاومت به خوردگی: بالا در محیطهای مرطوب و شیمیایی ملایم.
- انجماد: متوسط، با جوش صاف و یکنواخت.
این ویژگیها، الکترود ۳۰۸ را به یکی از گزینههای بهترین الکترود جوشکاری برای پروژههای صنعتی در صنایعی با نیاز به جوشهای زیبا و مقاوم تبدیل کرده است.
کاربردهای صنعتی
E308 به طور گسترده در صنایع غذایی، دارویی و تولید تجهیزات استیل ضدزنگ استفاده میشود. این الکترود برای جوشکاری مخازن ذخیره مواد غذایی، خطوط لوله استیل، و قطعاتی که در معرض رطوبت و اسیدهای ضعیف هستند، ایدهآل است. در پروژههای صنعتی که ظاهر جوش (مانند تجهیزات آشپزخانه صنعتی) اهمیت دارد، E308 به دلیل جوش تمیز و کمپاشش انتخابی عالی است.
مزایا
- مقاومت به خوردگی: مناسب برای محیطهای مرطوب و اسیدی ملایم.
- جوش زیبا: سطح جوش صاف و بدون نقص، مناسب برای کاربردهای تزئینی.
- سهولت استفاده: قوس پایدار و سازگاری با AC و DC.
معایب
- محدودیت در دماهای بالا: در دماهای بیش از ۴۰۰ درجه سانتیگراد ممکن است دچار رسوب کاربید شود (مگر در نوع E308L).
- عدم انطباق با فلزات ناهمگن: برای جوشکاری فلزات غیرمشابه مناسب نیست.
نکات عملی
برای استفاده از E308 به عنوان بهترین الکترود جوشکاری برای پروژههای صنعتی، آمپراژ باید بین ۷۰-۱۲۰ آمپر (برای قطر ۳.۲ میلیمتر) تنظیم شود. پیشگرمایش فلز پایه توصیه نمیشود، مگر در موارد خاص که ضخامت بالا باشد. نگهداری در محیط خشک برای جلوگیری از جذب رطوبت توسط پوشش ضروری است.
الکترود E309: اتصالدهنده فلزات ناهمگن
معرفی و ترکیب شیمیایی
الکترود E309 با پوشش تیتانیوم-کلسیم یا قلیایی، برای جوشکاری فلزات ناهمگن (مانند فولاد کربنی به استیل ضدزنگ) طراحی شده است. ترکیب آن شامل ۲۲-۲۵% کروم و ۱۲-۱۴% نیکل است که مقاومت حرارتی و خوردگی را افزایش میدهد. نوع E309L با کربن پایینتر (کمتر از ۰.۰۴%) برای کاهش ترکخوردگی در دسترس است.
خواص مکانیکی
- استحکام کششی: حدود ۵۸۰-۶۵۰ مگاپاسکال.
- مقاومت حرارتی: تا ۱۰۰۰ درجه سانتیگراد.
- انجماد: متوسط، با جوش مقاوم و پایدار.
این ویژگیها، E309 را به گزینهای برجسته برای پروژههای صنعتی با شرایط سخت تبدیل کرده و اغلب به عنوان بهترین الکترود جوشکاری برای پروژههای صنعتی در کاربردهای خاص شناخته میشود.
کاربردهای صنعتی
E309 در صنایع پتروشیمی، نیروگاهها و ساخت کورهها کاربرد دارد. این الکترود برای جوشکاری ورقهای استیل به فولاد کربنی (مانند روکشکاری مخازن)، تعمیرات تجهیزات صنعتی در دماهای بالا، و اتصال قطعاتی که در معرض خوردگی و حرارت هستند، ایدهآل است. در پروژههای صنعتی که نیاز به جوشکاری فلزات با خواص متفاوت است، E309 انتخابی بیرقیب است.
مزایا
- انعطافپذیری: قابلیت جوشکاری فلزات ناهمگن.
- مقاومت حرارتی بالا: مناسب برای دماهای عملیاتی بالا.
- جوش قوی: اتصالاتی با استحکام مکانیکی عالی.
معایب
- هزینه بالاتر: نسبت به E308 گرانتر است.
- پاشیدگی متوسط: نیاز به تمیزکاری پس از جوش بیشتر است.
نکات عملی
برای استفاده از E309، آمپراژ پیشنهادی ۸۰-۱۳۰ آمپر (برای قطر ۳.۲ میلیمتر) است. پیشگرمایش فلز پایه (تا ۱۵۰-۲۰۰ درجه سانتیگراد) در جوشکاری فلزات ضخیم یا ناهمگن توصیه میشود تا تنشهای حرارتی کاهش یابد. این الکترود باید در محیط خشک نگهداری شود تا پوشش آن کیفیت خود را حفظ کند.
الکترود E316: مقاومت بینظیر در برابر خوردگی
معرفی و ترکیب شیمیایی
الکترود E316 با پوشش تیتانیوم-کلسیم یا روتیلی، حاوی ۱۷-۲۰% کروم، ۱۱-۱۴% نیکل و ۲-۳% مولیبدن است. افزودن مولیبدن، مقاومت آن را در برابر خوردگی حفرهای (Pitting Corrosion) بهویژه در محیطهای کلریدی افزایش میدهد. نوع E316L با کربن پایین (کمتر از ۰.۰۴%) برای کاهش رسوب کاربید و افزایش دوام در دسترس است.
خواص مکانیکی
- استحکام کششی: حدود ۵۶۰-۶۳۰ مگاپاسکال.
- مقاومت به خوردگی: عالی در محیطهای کلریدی و اسیدی.
- انجماد: متوسط، با جوش صاف و مقاوم.
این خواص، E316 را به یکی از بهترین الکترودهای جوشکاری برای پروژههای صنعتی در محیطهای خورنده تبدیل کرده است.
کاربردهای صنعتی
E316 در صنایع شیمیایی، دریایی، و تولید کاغذ که در معرض مواد خورنده مانند کلریدها و اسید سولفوریک هستند، استفاده میشود. این الکترود برای جوشکاری مخازن اسید، تجهیزات کشتیسازی، و خطوط لوله در سکوهای نفتی دریایی مناسب است. در پروژههای صنعتی که دوام در برابر خوردگی اولویت دارد، E316 انتخابی ایدهآل است.
مزایا
- مقاومت به خوردگی حفرهای: بهویژه در محیطهای شور و اسیدی.
- کیفیت جوش: جوشهای یکنواخت و با دوام بالا.
- انعطافپذیری: سازگار با جریان AC و DC.
معایب
- هزینه بالا: به دلیل حضور مولیبدن، گرانتر از E308 و E309 است.
- حساسیت به رطوبت: نیاز به نگهداری دقیق دارد.
نکات عملی
برای جوشکاری با E316، آمپراژ ۷۵-۱۲۵ آمپر (برای قطر ۳.۲ میلیمتر) مناسب است. جوشکاری در محیطهای مرطوب باید با احتیاط انجام شود و الکترودها در کوره خشککن (۲۵۰-۳۰۰ درجه فارنهایت) نگهداری شوند تا از جذب رطوبت جلوگیری شود.
مقایسه تخصصی E308، E309 و E316
| معیار | E308 | E309 | E316 |
|---|---|---|---|
| ترکیب اصلی | ۱۹-۲۱% Cr, 9-11% Ni | ۲۲-۲۵% Cr, 12-14% Ni | ۱۷-۲۰% Cr, 11-14% Ni, 2-3% Mo |
| مقاومت حرارتی | تا ۴۰۰°C | تا ۱۰۰۰°C | تا ۸۰۰°C |
| مقاومت خوردگی | متوسط (اسیدهای ضعیف) | بالا (دماهای بالا) | عالی (کلریدها) |
| کاربرد اصلی | صنایع غذایی، مخازن | پتروشیمی، فلزات ناهمگن | صنایع دریایی، شیمیایی |
| هزینه | متوسط | بالا | بسیار بالا |
انتخاب بهترین الکترود استیل برای پروژههای صنعتی

انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی از میان E308، E309 و E316 به شرایط زیر بستگی دارد:
- محیطهای مرطوب با نیاز به جوش زیبا: E308 یا E308L به دلیل هزینه مناسب و کیفیت جوش عالی.
- جوشکاری فلزات ناهمگن یا دماهای بالا: E309 یا E309L به دلیل انعطافپذیری و مقاومت حرارتی.
- محیطهای خورنده شدید (مانند دریا): E316 یا E316L به دلیل مقاومت بینظیر به خوردگی.
مطالعات موردی
- مخزن ذخیره مواد غذایی: استفاده از E308L برای جوشکاری ورقهای استیل ۳۰۴، نتیجه جوش تمیز و مقاوم به رطوبت بود.
- تعمیر کوره پتروشیمی: E309 برای اتصال فولاد کربنی به استیل ضدزنگ، جوشی با دوام در دمای ۹۰۰ درجه سانتیگراد ارائه داد.
- سکوهای نفتی دریایی: E316L برای جوشکاری خطوط لوله، مقاومت عالی در برابر آب شور و کلریدها نشان داد.
الکترودهای استیل E308، E309 و E316 هر کدام ویژگیهای منحصربهفردی دارند که آنها را به بهترین الکترود جوشکاری برای پروژههای صنعتی در شرایط خاص تبدیل میکند. با تحلیل دقیق نیازهای پروژه، از جمله جنس فلز، دما، و نوع خوردگی، میتوانید انتخابی هوشمندانه داشته باشید. در بخشهای بعدی، به تکنیکهای جوشکاری و نکات نگهداری این الکترودها خواهیم پرداخت.
بهترین فروشنده الکترود جوشکاری صنعتی: فروشگاه تکنو تامین
در دنیای صنعت و جوشکاری، انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی تنها نیمی از مسیر موفقیت است. نیم دیگر، یافتن فروشندهای معتبر و قابلاعتماد است که بتواند نیازهای شما را با کیفیت بالا، قیمت مناسب و خدمات حرفهای تأمین کند. در ایران، یکی از نامهایی که در این حوزه به طور مداوم مطرح میشود، فروشگاه تکنو تامین است. این فروشگاه با سالها تجربه در عرضه الکترودهای جوشکاری و تجهیزات مرتبط، به عنوان یکی از بهترین فروشندگان در بازار شناخته شده است. در این بخش، به بررسی ویژگیها، خدمات و دلایلی که تکنو تامین را به انتخابی برتر برای تأمین الکترودهای جوشکاری تبدیل کرده است، میپردازیم.
معرفی فروشگاه تکنو تامین
فروشگاه تکنو تامین یکی از پیشگامان صنعت تأمین تجهیزات جوشکاری در ایران است که فعالیت خود را با هدف ارائه محصولات باکیفیت و خدمات متمایز به مشتریان آغاز کرده است. این فروشگاه، که دفتر مرکزی آن در تهران واقع شده (خیابان امام خمینی، نرسیده به میدان امام خمینی، بنبست خادم، پاساژ سپه، طبقه اول، واحد ۳)، به عنوان نماینده رسمی برندهای معتبر جهانی مانند نمایندگی ایساب (ESAB) و دیگر تولیدکنندگان مطرح فعالیت میکند. تکنو تامین نه تنها یک فروشگاه، بلکه یک شریک تجاری برای صنایع بزرگ و کوچک است که به دنبال بهترین الکترود جوشکاری برای پروژههای صنعتی هستند.
تکنو تامین با تمرکز بر عرضه انواع الکترودهای جوشکاری، از جمله الکترودهای فولادی (مانند E6010، E6013، E7018) و الکترودهای استیل (مانند E308، E309، E316)، توانسته نیازهای متنوع پروژههای صنعتی را پوشش دهد. این فروشگاه با تکیه بر تجربه، تخصص و تعهد به کیفیت، جایگاه ویژهای در میان جوشکاران، پیمانکاران و مدیران پروژهها به دست آورده است.
چرا تکنو تامین بهترین فروشنده الکترود جوشکاری صنعتی است؟
انتخاب یک فروشنده مناسب برای تأمین الکترودهای جوشکاری به عوامل متعددی بستگی دارد: کیفیت محصولات، تنوع موجودی، قیمتگذاری منصفانه، خدمات پس از فروش، و دسترسی آسان. تکنو تامین در همه این زمینهها عملکردی برجسته دارد که در ادامه به تفصیل بررسی میکنیم.
۱. نمایندگی رسمی برندهای معتبر
یکی از مهمترین دلایلی که تکنو تامین را به بهترین فروشنده الکترود تبدیل کرده، نمایندگی رسمی برند الکترود ایساب (ESAB) است. ایساب، یک شرکت سوئدی با بیش از یک قرن سابقه، به عنوان یکی از پیشروترین تولیدکنندگان تجهیزات جوشکاری در جهان شناخته میشود. الکترودهای ایساب، مانند E7018 ایساب یا الکترودهای ضدسایش، به دلیل کیفیت بالا و استانداردهای بینالمللی، در پروژههای صنعتی حساس مانند نفت، گاز و پتروشیمی بسیار محبوب هستند. تکنو تامین با اخذ نمایندگی انحصاری این برند، تضمین میکند که مشتریان به بهترین الکترود جوشکاری برای پروژههای صنعتی با اصالت و کیفیت اصلی دسترسی داشته باشند.
علاوه بر ایساب، تکنو تامین با برندهای دیگری مانند بهلر (Böhler)، جکا (Jeka)، و کیسول (Kiswel) نیز همکاری دارد. این تنوع برندها به مشتریان امکان میدهد تا با توجه به نیاز پروژه خود، الکترود مناسب را انتخاب کنند.
۲. تنوع گسترده محصولات
تکنو تامین تنها به عرضه الکترودهای استاندارد محدود نمیشود. این فروشگاه مجموعهای کامل از الکترودهای جوشکاری را ارائه میدهد که شامل:
- الکترودهای فولادی: مانند E6010 برای جوشکاری خطوط لوله، E6013 برای کارهای عمومی، و E7018 برای سازههای سنگین.
- الکترودهای استیل: مانند E308L برای صنایع غذایی، E309L برای جوشکاری فلزات ناهمگن، و E316L برای محیطهای خورنده.
- الکترودهای تخصصی: مانند الکترودهای ضدسایش، چدن، و ذغالی.
این تنوع به مشتریان اجازه میدهد تا برای هر نوع پروژه صنعتی، از ساخت مخازن تحت فشار گرفته تا تعمیر سکوهای دریایی، بهترین الکترود جوشکاری برای پروژههای صنعتی را از یک منبع واحد تأمین کنند.
۳. قیمتگذاری رقابتی و منصفانه
یکی از دغدغههای اصلی در خرید الکترود، هزینه است. تکنو تامین با حذف واسطهها و ارتباط مستقیم با تولیدکنندگان، قیمتهایی رقابتی و منصفانه ارائه میدهد. به عنوان مثال، قیمت الکترودهای ایساب در تکنو تامین نسبت به کیفیت و عمر مفید آنها بسیار مقرونبهصرفه است. این فروشگاه همچنین تخفیفهای ویژهای برای خریدهای عمده ارائه میدهد که برای پیمانکاران و شرکتهای بزرگ صنعتی بسیار جذاب است.
برای نمونه، قیمت یک بسته الکترود E7018 ایساب در تکنو تامین ممکن است در مقایسه با بازار آزاد تا ۱۰-۱۵% پایینتر باشد، بدون اینکه کیفیت فدا شود. این رویکرد، تکنو تامین را به گزینهای ایدهآل برای پروژههایی با بودجه محدود تبدیل کرده است.
۴. خدمات پس از فروش و پشتیبانی فنی
تکنو تامین تنها یک فروشنده نیست؛ این فروشگاه با ارائه خدمات پس از فروش و پشتیبانی فنی، تجربهای متفاوت به مشتریان ارائه میدهد. تیم تخصصی تکنو تامین آماده است تا:
- مشاوره فنی: به مشتریان در انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی بر اساس نوع فلز، شرایط محیطی، و استانداردهای پروژه کمک کند.
- آموزش: راهنماییهایی در مورد استفاده صحیح از الکترودها و تنظیمات جوشکاری ارائه دهد.
- رفع اشکال: در صورت بروز مشکل در استفاده از محصولات، راهحلهای سریع و مؤثر پیشنهاد کند.
این خدمات بهویژه در پروژههای پیچیده مانند جوشکاری خطوط لوله یا سازههای تحت فشار، ارزش زیادی دارد.
۵. ارسال سریع و دسترسی سراسری
یکی از نقاط قوت تکنو تامین، توانایی ارسال محصولات به سراسر ایران است. این فروشگاه با سیستم لجستیک قوی، تضمین میکند که الکترودها در کوتاهترین زمان ممکن به دست مشتریان برسد، حتی در مناطق دورافتاده. برای پروژههای صنعتی که زمانبندی حیاتی است، این ویژگی تکنو تامین را از رقبا متمایز میکند.
تجربه مشتریان با تکنو تامین
بررسی نظرات مشتریان نشان میدهد که تکنو تامین به دلیل تعهد به کیفیت و خدمات، رضایت بالایی ایجاد کرده است. برای مثال:
- یک پیمانکار خطوط لوله در عسلویه: “ما برای جوشکاری خطوط انتقال گاز از الکترود E6010 ایساب استفاده کردیم که از تکنو تامین خریداری شده بود. کیفیت محصول و تحویل سریع آن، پروژه ما را بهموقع به اتمام رساند.”
- مدیر کارگاه صنایع غذایی در تهران: “الکترود E308L از تکنو تامین نه تنها استانداردهای بهداشتی را رعایت کرد، بلکه قیمت آن نسبت به سایر فروشندگان بسیار مناسب بود.”
این بازخوردها نشاندهنده اعتماد صنعتگران به تکنو تامین به عنوان منبعی برای تأمین بهترین الکترود جوشکاری برای پروژههای صنعتی است.
محصولات پرفروش تکنو تامین
برخی از الکترودهای پرفروش تکنو تامین که در پروژههای صنعتی پرطرفدارند، عبارتند از:
- E7018 ایساب: برای جوشکاری سازههای سنگین با نیاز به مقاومت بالا.
- E316L ایساب: برای محیطهای خورنده در صنایع دریایی و شیمیایی.
- E6010 بهلر: برای جوش ریشه در خطوط لوله.
- E309L جکا: برای اتصال فلزات ناهمگن در پتروشیمی.
این محصولات با ضمانت اصالت و گواهینامههای بینالمللی عرضه میشوند که اطمینان خاطر مشتریان را افزایش میدهد.
نحوه خرید از تکنو تامین
تکنو تامین امکان خرید حضوری و آنلاین را فراهم کرده است:
- خرید حضوری: با مراجعه به فروشگاه در تهران، میتوانید محصولات را بررسی و خرید کنید.
- خرید آنلاین: وبسایت تکنو تامین (technotamin.ir) امکان سفارش سریع و مشاهده قیمتها را فراهم میکند. شماره تماس ۰۲۱-۶۶۷۵۰۴۲۳ و ایمیل info@technotamin.com نیز برای ارتباط مستقیم در دسترس است.
این انعطافپذیری، تکنو تامین را به گزینهای مناسب برای مشتریان در سراسر کشور تبدیل کرده است.
تکنو تامین و تعهد به پایداری
علاوه بر کیفیت و خدمات، تکنو تامین به مسائل زیستمحیطی نیز توجه دارد. این فروشگاه با عرضه الکترودهایی که دود و ضایعات کمتری تولید میکنند (مانند الکترودهای کمهیدروژن ایساب)، به کاهش اثرات منفی جوشکاری بر محیط زیست کمک میکند. این تعهد، تکنو تامین را به انتخابی مسئولانه برای شرکتهایی با سیاستهای پایداری تبدیل کرده است.
نتیجهگیری این بخش
فروشگاه تکنو تامین با ترکیبی از کیفیت بینظیر محصولات، تنوع گسترده، قیمتهای رقابتی، خدمات حرفهای، و دسترسی آسان، به عنوان بهترین فروشنده الکترود در ایران شناخته میشود. اگر به دنبال بهترین الکترود جوشکاری برای پروژههای صنعتی هستید، تکنو تامین نه تنها نیازهای شما را تأمین میکند، بلکه تجربهای مطمئن و رضایتبخش از خرید ارائه میدهد. چه در حال جوشکاری یک مخزن تحت فشار باشید، چه خطوط لوله یا تجهیزات دریایی، تکنو تامین شریکی قابلاعتماد است که میتوانید به آن تکیه کنید.
نتیجهگیری
انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی نیازمند درک عمیق از نیازهای پروژه، شناخت انواع الکترودها، و دسترسی به برندها و فروشندگان معتبر است. الکترودهای باکیفیت نه تنها کیفیت جوش و ایمنی را تضمین میکنند، بلکه هزینهها و زمان را بهینه میکنند. برندهایی مانند Lincoln Electric، ESAB، و آما، همراه با فروشندگان معتبری مثل Airgas و ابزار بلوط، گزینههایی مطمئن برای تأمین نیازهای شما هستند. با رعایت نکات فنی و انتخاب آگاهانه، میتوانید پروژههای صنعتی خود را با موفقیت به پایان برسانید.
انتخاب بهترین الکترود جوشکاری برای پروژههای صنعتی نیازمند تعادل بین کیفیت، هزینه و نیازهای خاص پروژه است. اگر به دنبال جوشی با نفوذ عمیق هستید، E6010 انتخابی عالی است. برای سازههای حساس، E7018 بیرقیب است و برای کارهای عمومی، E6013 مقرونبهصرفه و کارآمد است. با در نظر گرفتن جنس فلز، شرایط کاری و الزامات استاندارد (مانند AWS)، میتوانید تصمیم بهتری بگیرید. در نهایت، مشورت با کارشناسان جوشکاری و آزمایش الکترودها در شرایط واقعی پروژه، کلید موفقیت است.